
Грунтовка для сварки полуавтоматом
Все о сварочном грунте
В 1920-х годах арсенал сварщиков пополнился необычным средством – сварочным грунтом. Впервые его начали использовать для автомобилей Ford, а потом при производстве самолётов и других сложных устройств. Так как их эксплуатация проходит в самых разных природных условиях, такое необычное антикоррозийное средство помогает решить ряд важных проблем.
Что это такое?
Сварочный грунт не имеет никакого отношения к земляным работам, это токопроводящий состав, который используется для сварки. Для того чтобы технические устройства, например, автомобили, были устойчивы к коррозии металла, на все детали предпочтительно наносить антикоррозийные средства. Это касается даже мест, которые проходят сварку. Однако часто полученные стыки оказываются труднодоступны для последующей обработки, поэтому и был придуман сварочный грунт.
Состав средства может отличаться у разных производителей. Чаще всего для основы используют цинк или медь. Популярные аэрозоли U-POL, которые очень хвалят автолюбители, как раз содержат большое количество цинка.
Надо сказать, что вне зависимости от марки хороший сварочный грунт должен содержать от 80 до 95% металла в составе. В противном случае он вряд ли справится со своими антикоррозийными функциями. Используются именно эти металлы, потому что они более активны, чем сталь, и при взаимодействии с кислородом образуют оксидный слой. Такой гальванический слой и защищает металл от коррозийных процессов.
Для чего нужен?
Основная отличительная черта сварочного грунта – его устойчивость к нагреванию. Он позволяет сначала обработать детали, а уже потом их соединять между собой. При этом все свойства грунта нанесённого состава сохраняются после вмешательства высоких температур.
Как и у любого материала, у сварочного грунта есть свои минусы. По утверждению специалистов компании Honda, после нанесения цинкового грунта на высокоуглеродистую сталь качество и прочность сварочного соединения уменьшаются. В первую очередь на это влияет толщина слоя, а также тип металла, в группе риска оказываются MIG-сварки с электрозаклёпками. В любом случае рекомендуется не злоупотреблять этим средством и использовать его только там, где действительно проблематично защитить швы после сварки и прилегающие поверхности, которые при этом подвергаются нагреву.
Обычно это места между листов в нахлёстных соединениях, внутренние поверхности труб и других скрытых полостей.
Ещё одна актуальная область применения – это временная защита отремонтированных элементов при длительном ремонте. Очень часто бывает так, что одна часть «долгостроя» успевает испортиться до того, как будет доделано остальное, и покрашен весь автомобиль. То есть хозяину придётся возвращаться к началу и исправлять возникшие повреждения. Тонкий слой грунта позволяет не беспокоиться об этом и защищает металл до момента покраски.
Как наносить?
Наносится сварочный грунт непосредственно перед сваркой на поверхности, которые планируется соединить. Перед этим должна быть проведена обработка металла – он должен быть в итоге чистым и обезжиренным. Лучше всего сделать на металле риски, тогда будет лучше адгезия.

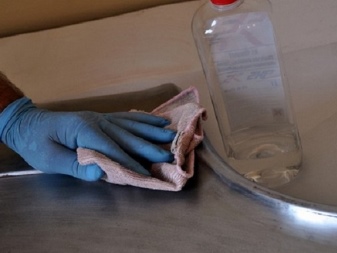
Сейчас составы сварочного грунта, как правило, выпускаются в виде аэрозолей. Распылять его стоит на расстоянии 25-30 см – тогда слой получится достаточно тонким. Это важно, так как в этом случае сварка будет хорошо проходить через грунт. Однако если вы распыляете его вокруг зоны сварки, а не на ней непосредственно, толщина уже не так важна.
Чем меньше расстояние от аэрозоля до поверхности, тем толще слой.
Иногда вместо аэрозолей используют обычные упаковки в виде тары для лакокрасочных материалов. В таком случае вам потребуется кисточка подходящего размера для деталей, требующих обработки. Наилучший вариант – наносить два тонких слоя. Обязательно при этом подождите, пока не высохнет первый слой, а уже потом наносите следующий. Время высыхания сварочного грунта – 10-20 минут. Сразу после того, как высох второй слой, можно начинать сварку.
О применении сварочного грунта при сборке автомобиля смотрите далее.
Сварочный грунт, стоит или нет и есть ли дешевые аналоги?

Всем привет, в данный момент проходит кузовной ремонт, сейчас уже необходимо приварить кузовные элементы по точкам, все зачищено до металла. Я считаю что в этот момент уже необходимо нанесение защиты, вычитал про сварочный грунт, нашел 3M 50410, так же думаю взять кислотный грунт BODY, нормально ли он будет ложиться на сварочный грунт или нет? В общем, технологию я не знаю, буду рад помощи, подскажите пожалуйста.

кислотник на ржавчину.зачем он на чистом металле тем более на грунте?

Металл не на 100% чистый, пескоструя нет, зачищаю как могу, машине под 30 лет
думаете кислотные будет лишним? Хочется как можно лучше все по кузову сделать.
то что на сварочный нет смысла класть кислотник уверен.можно ли на кислотник класть сварочный .то нужно читать техничку сварочного грунта что служит основой


Под точками из-под полуавтомата он выгорает, он для точечной контактной! Уже пробовал, точно выгорает!Я про боди. 3м не пробовал, фирма матерая, может и прокатит!

Привет. Выгорает от полуавтомата любой сварочный грунт. А попробыать ортофосфорную почему не хочешь. Кордщетки в основном не удаляют ржу. Они ее заполировывают. Создается эффект чистого металла. Но часто не так. Ортофосфорную потом нейтрализовать содой.
Попробуй синтетические круги на вспененой основе. Типа русский мастер. Они полностью вычищают ржу. бери черные. ОБороты малые. Еще нужен эпоксидный грунт. Эпоксид и кислотник не совместимы. Между ними либо полиуретановый. Либо 2к грунт для отделения одного от другого. Но при желании сделать надолго. Чтобы небыло ржи. Без чего то одного никакне получиться.
Вариант наносить шовный герметик и внутрь проткнув шприцом антикоры на основе МЛ.
Приветствую, писал давно, в итоге решил без сварочного, Кордщетки использую на болгарке, ей счищаю мастику и под чистовую, чистит очень здорово) а про эффект замыливания, узнал и лично видел, так что все перед покрытием материалов лепестковым кругом зачищать решил)) Про ортофосфорную много бяк слышал и сам хорошего про нее сказать не могу, что за кислота, после которой коррозия идет? решил тупо чистовую делать)
Эпоксидный купил и кислотный новоловские, по отзывам хорошие и ценник гуманный) Между кислотным и эпоксидным много читал, пишут что несовместимые они мокрый по мокрому, на высушенный пофиг уже, но вышкуривать надо слой. Шовный герметик посоветовали SN под кисть, наносить буду везде где швы и где был ремонт) в общем вот так) насчет шпатлевки только не уяснил до конца, когда конкретно, на металл голый чистый или после грунтов уже нужно, у вас есть опыт?
Привет. Шовный и новоловский в тубах он например мягкий. А с банки мне не понравился совсем. Не знаю как у этого производителя. Но в банке он не эластичный. А в тубах отличный. Беру еще Исеаловский шовный. Его и новоловского смазал уже штук сорок или пятьдесят.
Ортофосфорная вещь отличная. ЕЕ нужно нейтрализовать содой с водой. Затем насухо протираешь и все. Не желательно чтобы она в швы затекала.
Так в том то и заключается защита. Кислотник ложить тонким слоем.
А ты его без протиров не заматуешь никак. Да и очень муторно его матовать. У него очень хорошая адгезия к металлу. Лучше чем у всех грунтов. Он как бы въедается в поверхностный слой.
Ждать по техничке. И перекрывать мокрый по мокрому либо полиуретановым. Либо 2К каким я обычно пользуюсь.
1К отвалится с кислотника-проверено. Его нельзя использовать.
Эпоксидник ложить уже на заматованный 2К.
Шпатлевка. Если очень бишься. То сначала слой эпоксидника на голый металл. На следующий день высохнет.Затем 80 риска. Шпатлевка. Затем снова эпоксидный грунт. Его при желании можно перекрыть порозаполнителем. Его зашлифовать и по нему красить.
На кислотник нельзя ложить шпатлевку. И эпоксидный грунт.
Шпатлевки должно быть минимум.
Но это чито мое мнение. Может есть и более грамотное. Но все это работает. Часто приходиться бороться со ржой.
Был опыт когда-то. Переварил дно. Затем кислотник. И порозаполнитель. В результате пара бродов. Вода в ногах. И спустя месяц все покрылось ржой.
Пришлось переделывать пуш салом заливать. Но это экстренные меры. Потос сколько я его не топил за четыре года. Так ржи и не смог увидеть:)
У меня сверху пушсала был полиэтилен. Сверху обычный ковер. Но это только для боевой машины.
Так что кислотник без эпоксидника не работает.
Я все дно изнутри промазываю после многослойного грунтования шовным герметиком из туб на два слоя сплошным слоем. И сверху крашу. Это ходит очень прилично. Даже если стоит вода.Но не дешево.
Сварочные грунты 3М и U-Pol, мои впечатления от работы.

Всем привет!
Как показывает практика тема малярки, а также сопутствующих материалов и инструментов очень интересна читателям моего блога. Поэтому я решил поделиться очередной порцией собственных наблюдений, на этот раз касаемо сварочных (цинковых) грунтов.
Все нижеизложенное является моим частным мнением и не претендует на роль истины в крайней инстанции, имейте это ввиду прежде чем написать разоблачающий мои коммерческие интересы комментарий :)
Итак, что такое сварочный грунт и зачем оно вообще надо: по сути своей это мелкодисперсный порошок металлического цинка в некоем связующем. Фасовка — аэрозольные баллоны различной емкости.
Применяется субстанция прежде всего для протекторной защиты мест, куда невозможно или сильно затруднительно нанести классические ЛКМ — места между листов в нахлестных соединениях, внутренние поверхности в скрытых полостях. Кроме того, очень хорошо показал себя цинковый грунт как временная защита отремонтированных участков в долгостроях — побрызгал тоненько и голова не болит, что так тщательно вылизанная поверхность зацветет к тому моменту, как руки дойдут ее загрунтовать/покрасить.
Название "сварочный" эта группа грунтов получила за то, что обладает электропроводностью и, теоретически, не мешает сварке. Справедливости ради, электропроводность действительно великолепная, а вот с помехами сварке могут быть варианты.
Ну, с контактной сваркой все ясно — никаких проблем. Приложили, щелкнули, точка готова. В месте сварки цинк плавится, обволакивая место сварки.
А вот с наиболее популярной в ремонте MIG сваркой, в частности с электрозаклепками и швами по нахлестам возможны варианты, о них и поговорим.
Итак, сегодня сравниваем цинковые грунты 3М 50410:


Опыт работы с 3М довольно обширный — все упоминания о сварочном грунте в БЖ Ведерка связаны именно с продуктом 3М. И все в нем хорошо, кроме одного маленького нюанса — свойства покрытия очень сильно зависят от толщины слоя и времени сушки.
Пример из практики: нахлест, варим через отверстия в верхнем листе, диаметр отверстий 5мм, толщина листов 0.8мм. Грунтуем обе сопрягаемые поверхности изнутри, два тонких слоя, сушка между слоями 5мин, сушка после нанесения второго слоя 20мин при температуре 25 градусов. Короче, тупо следуем инструкции :)
Варим, и имеем на каждой второй-третьей точке характерные выбросы расплавленного металла из ванны — газообразование в шве. По-русски говоря — это выгорает недосушенная основа грунта и если, например, время сушки увеличить до нескольких часов, то вероятность возникновения проблем становится существенно меньше.
Ровно та же ситуация, но грунт Юпол — сушим 20 минут по инструкции, варим, не имеем вообще никаких проблем с газообразованием.
Какие из этого следует сделать выводы? Выводы очень простые — Юпол использует более летучую основу, которая гарантированно успевает испариться за рекомендованные 20 минут сушки. Основа 3М менее летучая, поэтому при неудачном стечении обстоятельств (скажем, рука дрогнула и слой получился чуть толще желаемого) время сушки может увеличиться.
Кроме того, после сварки Юпол выгорает вокруг точек ощутимо меньше 3М. Если 3М обугливается в радиусе пары миллиметров от точки, то Юпол — буквально миллиметр. Это безусловно плюс в копилку Юпола, а обусловлено такое поведение, вероятно, большей концентрацией металлического цинка в продукте.
Это было первое наблюдение. Второе: сам процесс нанесения и концентрация цинка в содержимом довольно сильно отличаются. На первый взгляд и 3М, и Юпол распыляют очень тонко и практически одинаково, распылительные головки стоят хорошие, это вам не краска в баллончике за 3 копейки. Однако, Юпол позволяет нанести покрытие более тонким слоем. Учитывая специфику последующих работ слой желательно иметь максимально тонкий. Так что пожалуй небольшой плюсик Юполу добавим :)
Теперь самое интересное, цена: на 3М примерно 800руб за баллон, на Юпол — около 1500руб за баллон. Разница, скажем так, вдвое, но отличается ли качество составов и удобство работы во столько же раз?
На мой взгляд — нет. Если приспособиться к распылителю 3М и знать о коварном свойстве основы сохнуть дольше, чем прописано в инструкции то проблем при работе не будет. Однако, Юпол позволяет работать тупо по написаному и не заморачиваться с толщиной слоя — это экономит время. Например, часто я был вынужден грунтовать и уходить домой, а варить уже на следующий день. С Юполом можно завершить работу за один день — может быть важно для профи, ну или в ситуациях когда есть куда спешить.
Вот какие то такие наблюдения, буду рад если они кому то покажутся полезными :)
До скорого!
Сварка полуавтоматом в среде аргона
Полуавтоматическая сварка удобнее и практичнее ручной при большом объеме работ. Использование защитных газов позволяет компенсировать многие опасности и нарушение стабильности свариваемой зоны. Комбинация этих режимов как раз и создает сварку полуавтоматом в среде аргона, о которой обязательно надо знать любому специалисту.
Особенности
В иностранной технической литературе процедура сварки полуавтоматом в среде аргона нередко сокращается до термина MIG. Строго говоря, такое обозначение относится к любым работам в среде неактивных газов. Но аргон отличается от прочих вариантов наилучшим соотношением стоимости и качества. Суть в том, что машина подает проволоку в рабочую зону с неизменной или меняющейся скоростью (в зависимости от настроек). Синхронно туда же подкачивается газ из баллона.


Плюсы и минусы
Использование сварочных полуавтоматов позволяет исключить ржавение шва. В идеале используют смесь 98%-го аргона с 2% углекислого газа. Но для рядового сварщика, выполняющего не слишком ответственную работу, по соображениям экономии лучше использовать пропорцию 70/30. Подача проволоки в сварочный участок без участия человека высвобождает много времени и сил, повышает производительность труда. Современные полуавтоматы обеспечивают охлаждение горелки.
С их помощью можно варить металл даже в труднодоступном месте. Разжечь дугу окажется заметно проще. Работать с полуавтоматической техникой как минимум не труднее, чем с традиционными ручными устройствами. Она вполне доступна еще начинающим сварщикам. Полуавтоматы обеспечат еще и удобную настройку параметров работы.


Однако надо помнить, что даже полуавтоматы последнего поколения весьма дороги. Серьезной проблемой будет также недостаточная мобильность подобных устройств. Что касается жалоб на пористый шов, то они в основном связаны с ошибками самих сварщиков. Те попросту упускают из виду правильные пропорции при смешивании газа. Также причиной могут быть неполадки оборудования; критиковать сами полуавтоматы смысла не имеет.
Также подобный тип аппаратов отличается:
визуальной наглядностью процесса;
возможностью наблюдать за созданием шва;
возможностью соединять тонкие детали;
отсутствием необходимости часто менять электроды, зачищать швы.


Выбор сварочного аппарата
Разновидности
Работать в инертном газе могут как инверторные, так и трансформаторные устройства. Первый тип отличается повышенной надежностью. Инверторная схема позволяет обеспечить повышенную устойчивость к нагрузкам. Проблема в том, что такие устройства не могут выдать высокий КПД. Зато они создают много помех для другой электротехники.
Сварочный инвертор многократно легче своего трансформаторного собрата. Используя его, можно не опасаться появления помех. Такое устройство можно точно и адекватно настроить. Оно поможет стабилизировать сварочный ток без лишних проблем. Проблемой может стать высокая чувствительность к конденсату, однако это не слишком существенно при осторожном обращении.
Стоит учитывать еще такое деление:
бытовые аппараты (в них сварочный ток не выше 200 А, что вполне достаточно для домашнего ремонта);
полупрофессиональный класс (от 200 до 300 А) – подходит для систематического простого ремонта;



Обзор брендов
Востребованностью пользуется техника аргонно-дуговой сварки два в одном марки «Сварог». Хорошим примером является модель PRO MIG 200 SYNERGY. Такой полуавтомат сможет использовать все типы проволоки. Полярность меняется двумя простыми движениями. Есть режим использования штучных электродов.
При использовании аргоновой горелки можно воспользоваться функцией розжига прикосновением. Координация горящей дуги выстроена очень четко. Можно отрегулировать сварочный ток и напряжение, темп подачи проволоки. Пользователи смогут вести аргонодуговую сварку в двухтактном либо четырехтактном формате. В наиболее сложном режиме используется автоматическая опция VRD, уменьшающая риск удара током.


AuroraPRO Speedway 200 может оказаться не хуже. Этот полуавтомат изначально конструировали для серьезных работ. Его создавали для использования массивных катушек. Что немаловажно, эта модель способна действовать в однофазном режиме. Она выдержит уменьшение сетевого напряжения до 140 В.
Изделие оптимально подходит для автосервисов и других небольших предприятий. Гарантируется почти беспрерывная работа с проволокой диаметром 0,8 и 1 мм. Менее долгая работа возможна с проволокой сечением 1,2 мм. Предусмотрена адаптивная настройка индуктивности. Минусом можно считать разве что очень большой размер.


Сварог ARCTIC MIG 250 Y куда компактнее, однако отрицательной стороной будет повышенная цена. Такой полуавтомат подойдет для тонкостенных деталей. Наибольший ток достигает 250 А, если ПВ — 60%. На холостом ходу при 50 В розжиг происходит беспрепятственно даже на засоренных поверхностях. Конструкторы позаботились о способности работать долго, что выражается в использовании редуктора с подогревом.


Стоит отметить:
повышенный коэффициент мощности;
малые размеры и массу;
невозможность работы со штучными электродами и перемены полярности;
отсутствие режима работы с флюсованной проволокой;
излишняя простота механизма подачи, не дающая достигнуть должной эффективности.


Fubag INMIG 200 Plus отличается многофункциональностью и пригодностью в профессиональной сфере. Конструкторы предусмотрели не только популярное «синергетическое управление», но и программное задание режимов поступления проволоки. Можно варить короткими швами по схеме SPOT. Такое решение отлично подойдет для сварки изделий, не нуждающихся в герметичном шве. Хороший пример — кузовной ремонт.


Если характеризовать бренды в целом, то Fubag отличается широтой ассортимента и разнообразием вспомогательных аксессуаров. Технологические параметры неплохи. Стоимость тоже умеренна. Российская фирма «Сварог» создает свое оборудование в тесном взаимодействии с продвинутыми китайскими разработчиками. Ее продукция оперативно обслуживается благодаря широкой дилерской сети.
Также стоит отметить:
популярную латвийскую «Ресанту»;
российскую компанию ELITECH;
российскую же фирму Aurora.


Технология сварки
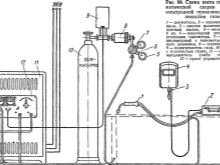
Чтобы использовать полуавтомат в среде аргона, надо сначала поставить горелку и кабель. Только после этого помещают на аргоновый баллон специальный редуктор. Проверяют, превышает ли давление газа остаточный показатель. Выходной штуцер баллона оснащают шлангом, который стоит зажать хомутом. Значение на редукторе должно быть указано производителем; рисковать и задавать иной расход газа неразумно.
Важно не просто поставить катушку на шток, но и выверить совпадение штифтов с отверстиями для посадки. Некоторые люди полагают, что проще всего сделать полуавтоматическую сварку не в чистом аргоне, а в смеси с углекислотой. Такое решение оптимально для сварки низкоуглеродистой нержавейки. Регулирующий винт помогает устанавливать нужное усилие прижима. Только после накручивания наконечника на горелку и установки сопла можно подключать аппарат к сети.
Вот советы:
при сварке латуни (шовного кратера) надо плавно сокращать напряжение в дуге, увеличивая ее саму;
нельзя делать сплошной латунный шов – должны делаться отзывы;
в процессе сварки меди придется сначала проводить низкотемпературный подогрев;
алюминий следует варить строго переменным током.
Про сварку полуавтоматом в среде аргона смотрите в следующем видео.
Какой газ используется для сварки полуавтоматом?
Для работы полуавтоматического сварочного оборудования используют различные газы. Виды, необходимые для работы, обладают определенными характеристиками, которые нужно обязательно учитывать перед использованием.
Особенности
Газ активно используется для полуавтоматической сварки для различных рабочих целей. Опытные специалисты, которые на протяжении многих лет работают с данным расходным материалом, отмечают следующие особенности сварки в сфере использования защитного газа.


Температура
В процессе сварки металлическая поверхность нагревается и после остывает. Это занимает длительный временной промежуток. В некоторых случаях работки может регулировать температурный режим, устанавливая необходимые параметры, например, при соединении несколько видом металла (сталь, медь и другие варианты). Делается это при помощи угла наклона дуги.
Рабочие параметры
Следующая особенность – возможность установить индивидуальные рабочие параметры. Благодаря этой функции можно настроить оборудование под конкретную ситуацию.
Чтобы получить надежное и прочное соединение, необходимо уметь правильно установить данные параметры.
Это такие характеристики, как скорость подачи газа, его расход, мощность, вариант используемой проволоки.
Выбор расходного сырья
Специалисты уверяют, что выполнять работу по сварке можно двумя способами. В одном случае необходимо сделать выбор в пользу углекислоты без каких-либо добавок. Также можно использовать различные примеси. Часто используют составы, разработанные на базе аргона.


Рабочий процесс
Данный вид расходника применяют для определенного характера работы. Этот материал используют для стационарной сварки в условиях закрытых помещений (мастерских). В некоторых случаях можно использовать баллоны под открытым небом, однако, такой вариант имеет множество неудобств.
Заметка: газ для полуавтомата используется в основном опытными работниками, которые имеют опыт обращения с такими расходными материалами.
Если знания в этой области отсутствуют, необходимо обязательно ознакомиться с особенностями газа каждого вида.
Обзор видов
В работе используются различные сварочные смеси. Чтобы точно определить, какой именно углекислый газ необходимо использовать для сварочного аппарата, необходимо знать его состав и свойства. Заправляют баллоны расходным сырьем, которое можно поделить на следующие категории.
- Активные газы.
- Инертные.
- Смеси.
Ацетилен
Вначале рассмотрим соединение, которое получилось самое широкое распространение среди всех. Главная особенность его заключается в весе, который легче воздуха. Газ не имеет цвета, но обладает резким запахом. Чаще всего ацетилен используют для резки различных металлов из-за высокой температуры горения.
При использовании этого газа в производственных масштабах, рабочие используют специальные генераторы. В емкостях содержится карбид калия, который взаимодействует с водой. Газ такого типа необходимо правильно хранить. Необходимо учитывать, что карбид углерода имеет свойства впитывать влагу из атмосферы, это создает определенные неудобства.
Водород
Следующий вид газа известен многим. Он обрел активное применение при работе с изделиями из алюминия. Также его часто используют для плазменной резки нержавеющей стали. Этот вид газа абсолютно бесцветен и не имеет запаха, поэтому при работе с ним нужно быть максимально осторожным. Это взрывоопасное вещество, которое образует гремучую смесь при соединении с водой или воздухом.
Получают водород при помощи синтеза воды. Молекулы жидкости разделяют на кислород и водород. Для этого процесса используют особые генераторы.
Водород строго запрещено хранить в баллонах под давлением, если его показатель превышает 15 МПа. Такое правило установлено нормативно-правовым актом техники безопасности.
Коксовый
Эта разновидность получила свое название за счет того, что газ представляет собой побочный продукт, получаемый в коксохимической сфере. Несложно догадаться, что он получается при изготовлении кокса. Основными характеристиками этого состава является резкий запах и полное отсутствие цвета.
Специалисты не предъявляют особых требований к хранению баллонов с таким расходным сырьем, при этом данный вид также считается взрывоопасным. При перевозке баллонов пользуются трубопроводными магистралями. Этот вид не используется так активно, как его собратья. Основная сфера использования – промышленность.
Природный
Это органический вид газа, который получается путем смешивания таких составляющих: бутан, метан и пропан. Природный газ полностью соответствует всем параметрам сварочных газовых смесей. Газ получил широкое применение за счет уникальных качеств и доступной стоимости.
Баллоны с таким газом разрешается хранить под открытым небом. Отсутствие строгих требований также сыграло важную роль в распространении газа. Создать данный вид путем синтеза нельзя. Добыча в природных месторождениях – единственный способ получить сырье.
Пиролизный
Данный вид имеет особые преимущества, которые выделяет его от остальных вариантов. Пиролизный газ не нужно генерировать. Этот вид получается в процессе распада нефтепродуктов.
Перед тем как использовать газ для сварки, его нужно тщательно очистить от лишних химических примесей.
Если этого не сделать, горелка может покрыться ржавчиной. Расходный материал активно используется при резке металлических конструкций, но также для сварочных работ различного вида.
Выбор
Для сварки различных металлоконструкций применяется множество видов газа. Не существует точного вопроса на ответ, каким газом лучше варить. Все зависит от характера работы, используемого оборудования и прочих параметров. Работником, которые не имеют большого опыта обращения с полуавтоматическими сварочными аппаратами, сложно выбрать подходящий баллон и его содержимое. При выборе опытные мастера советуют обращать особое внимание на следующие два показателя.
- Количество тепла, выделяемое во время горения расходного материала.
- Максимальный температурный показатель.
На просторах всемирной сети можно найти множество таблиц, в которых сравнивают сварочные газы. Данная информация находится в открытом доступе. Предлагаем вашему вниманию одну из таких таблиц.
Также обратите внимание на эту сравнительную характеристику.
Заметка: Если вы закупаете газ в крупном объеме или собираетесь долго хранить расходный материал, опытные специалисты рекомендуют выбрать готовые смеси.
Самостоятельно выполнять процедуру синтеза газа опасно. Для этого нужно специальное оборудование, инструменты и умения.
Также при выборе газообразного расходного материала необходимо обязательно учитывать тип рабочей поверхности. К примеру, для работы с медными деталями необходимо использовать чистый азот. Этот газ подойдет идеально за счет особых свойств.
Советы по использованию
Независимо от того, какой газ вы выбрали для работы, необходимо обязательно соблюдать правила техники безопасности. Первым делом нужно обязательно защитить органы зрения и лицо. Для этого используются специальные маски и очки. Они изготовлены из износостойких материалов, которые не боятся высоких температур, ударов и прочих механических повреждений. Также не забывайте о рабочей одежде, основной задачей которой является защита туловища.
Внимательно проверьте рабочее оборудование на исправность и наличие дефектов. Использование поврежденного инструмента чревато последствиями. Также нужно проверить баллоны с газом, они должны быть герметичными. Помните, что некоторые виды расходного материала взрывоопасны, некоторые виды представляют опасность даже при смешивании с воздухом. Если вы обнаружили повреждение, необходимо безопасным способом опустошить баллон.
При выборе газа для сварочного аппарата учитывайте его расход. Узнать необходимую информацию можно в специальных таблицах. Храните баллоны в безопасном месте.
Лучше всего подойдет стандартное складское помещение закрытого типа. Между баллонами нужно оставить минимальное расстояние в один метр. Запрещается устанавливать рядом с баллонами отопительные или нагревательные приборы. Также следите, чтобы на них не попадали прямые солнечные лучи, во избежание нагрева.
Наглядно демонстрируем вам одну из таких таблиц.
Также необходимая информация может быть оформлена в таком виде.
Какой газ используется для сварки полуавтоматом смотрите далее.
Сварочный грунт. Особенности применения

Состав, напоминающий сварочный грунт впервые начали применять в 1920‑х годах на заводах компании Ford. В дальнейшем, такой состав использовали и при производстве самолётов.
Сварочный грунт наносится перед сваркой на «голый» металл сопрягаемых поверхностей, куда невозможно будет добраться и сделать антикоррозионную защиту после соединения и сваривания деталей. Его особенность в том, что он сохраняет свои защитные свойства даже после нагрева свариваемых деталей, вокруг зоны сварки.
В этой статье мы рассмотрим некоторые особенности его применения и рекомендации, которые дают производители автомобилей.
Из чего состоит и как действует сварочный грунт?

Сварочные грунты могут продаваться в аэрозольных баллончиках или в простой таре для нанесения кистью. При правильном нанесении разницы в создаваемой защите нет. Более популярны сварочные грунты в аэрозольных баллончиках.
У разных производителей эти грунты имеют разный состав. Большинство грунтов содержат цинк. Есть, также, сварочные грунты с содержанием меди (U‑ POL , которые очень хвалят). Хорошие грунты содержат высокий процент этих металлов (до 95%).
Эти металлы используются, так как они более активны, чем сталь и взаимодействует с кислородом, образуя оксиды этих металлов, которые защищают сталь от распространения коррозии. Получается гальваническая защита стали в месте грунтования.
Можно ли варить прямо по грунту?
Изначально сварочный грунт использовался при применении контактной сварки. Идея такова, чтобы обработать сопрягаемые места деталей этим грунтом после чего соединить их при помощи контактной сварки. В этом случае, грунт хорошо проводит сварочный ток и остаётся в месте соединения.
В дальнейшем этот грунт стали применять и при сварке полуавтоматом ( MIG / MAG ). Однако, при применении с полуавтоматом есть некоторые тонкости. Рассмотрим некоторые факты.
- Некоторые автопроизводители (к примеру, Honda) предупреждает, что при сварке полуавтоматом поверх цинкообогощённого грунта качество и прочность сварочного соединения снижается. Сейчас применяется высокоуглеродистая высокопрочная сталь. Honda стала изучать влияние грунта с цинком на такую сталь. Они обнаружили, что цинк влияет на сварочный процесс, в особенности когда нанесено много цинкосодержащего грунта в зону сварки. Компания Honda рекомендует при использовании сварки MIG / MAG , чтобы зона сварки оставалась чистой, без каких-либо грунтов, а уже после сварки защитить шов от коррозии надлежащим образом.
- Другим аргументом против использования сварочного грунта непосредственно в зоне сварки является то, что он испаряется, так как температура в зоне сварки достигает около 1400 градусов по Цельсию. В технических характеристиках сварочных грунтов указывается максимальная температура использования в 500 градусов по Цельсию. Испаряясь, грунт выделяет высокотоксичные вещества, что без вентиляции и специального респиратора может нанести вред здоровью.
- Профессиональные сварщики знают, что оцинкованное покрытие лучше удалить перед сваркой, так как оно может влиять на прочность сварного шва, а цинкосодержащие грунты, получается, вносят в зону сварки снова цинк, не считая дополнительных добавок грунта (к примеру, биндера), которые не лучшим образом влияют на качество сварки.
Многие мастера, применяющие сварочный грунт при сварке полуавтоматом, грунтуют весь «голый» металл в местах сопряжения панелей, а в зоне сварки счищают покрытие. Таким образом, сварочный грунт выполняет свою главную функцию. Он защищает места, к которым после сварки невозможно добраться для обработки антикоррозионными средствами, при этом выдерживает высокую температуру вокруг зоны сварки, не отслаиваясь и не испаряясь. Сварочный шов (или отдельные стежки или точки) можно обработать надлежащим образом после окончания сварки.
Нанесение грунта
Перед применением нужно, чтобы металл был чистым и обезжиренным. Для улучшения адгезии, на металле должны быть риски ( P120-P240 ). Вне зависимости от того, будете Вы варить прямо по грунту или будете его использовать только вокруг зоны сварки, слой грунта должен наноситься очень тонкий. Обычно наносится 2 тонких ровных слоя, с межслойной сушкой после нанесения первого слоя. Распылять нужно на расстоянии 25–30 см. При близком распылении слой может получиться слишком толстым. Через 10–20 минут после нанесения грунта, можно начинать сварку.
Эффективность сварочного грунта
Сварочные грунты разных производителей не один раз тестировались независимыми специалистами, чтобы определить их эффективность.
Тестирования на антикоррозионные свойства обычно осуществляются воздействием многократных распылений водно-солевого состава на защищённую поверхность. Такие воздействия проводятся в течение нескольких недель. Большинство сварочных грунтов показали свою эффективность.
Что такое грунт для сварки?
Сварка — надежный метод соединения металлических деталей, позволяющий создавать самые разнообразные конструкции из любых металлов и сплавов. Однако, сварка всегда снижает устойчивость обрабатываемых материалов к коррозии, поэтому, чтобы не отказываться от нее, придуманы способы защиты металла от разрушения. Один из таких способов — использовать сварочный грунт, о котором и будет рассказываться далее.

Что такое сварочный грунт?
Этот материал впервые использовали более 100 лет назад на производстве автомобилей. То, что любой металл после сварочных работ нужно обрабатывать защитными составами — не секрет. Иначе швы никак не защитить, и они начнут разрушаться гораздо быстрее, чем сами детали. Поэтому было придумано множество химических материалов и методов, применяющихся для защиты швов.
Однако, с антикоррозийными средствами тоже возникали трудности. Иногда швы получались настолько тонкими и сложными, что их просто было нельзя полноценно обработать. Потому придуман антикоррозийный состав, который наносится на место соединения не после создания шва, а до, и при высоких температурах не разрушается. Так началось использование грунта для сварки.
В составе могут оказаться разные компоненты, так как производители могут придумывать собственную рецептуру, однако, для основы в большинстве случаев будет использован цинк или медь. Вне зависимости от того, каковы будут остальные компоненты, от 80 до 95% состава всегда будет занимать базовый металл. Только так средство сможет выполнить антикоррозийные функции, ведь цинк и медь — это именно те активные металлы, которые легко образуют защитный оксидный слой при нагревании.

Особенности применения
Вопрос о том, можно ли варить по грунту, когда он только начинал применяться, не возникал. Ведь он и создавался, чтобы использоваться именно для контактной сварки, так как обладает хорошими токопроводящими свойствами и не остается на месте соединения.
Также известно, что место шва слабнет при сварке, если у него есть оцинкованное покрытие. Поэтому если будет использоваться полуавтомат, то грунт нужно наносить на детали полностью, но исключать при этом место будущего шва. А после сварки уже обработать само место сварки обычными антикоррозийными составами. Этого будет достаточно для полноценной защиты.
Важно!
При использовании полуавтоматической сварки грунт наносится на всю деталь, кроме места будущего шва, так как соединение не получится достаточно прочным и качественным. После проведения сварки грунт наносится на место соединения.
Как правильно наносить
Чтобы цинковый грунт смог выполнить свои функции, его нужно не только правильно выбрать, но и правильно нанести. Сначала металл обезжиривается, на него можно нанести риски для лучшего проникновения состава.
Средство наносится ровным слоем на всю поверхность деталей, которые будут соединяться друг с другом. Нанести состав можно методом распыления или просто кистью. Слой не должен быть слишком толстым и обязательно равным во всех частях деталей. При распылении обычно наносится два тонких слоя, один после высыхания другого. Каждый слой сохнет не более 20 минут, после высыхания второго можно сразу начинать сварочные работы. Чтобы сделать тонкий слой грунта, нужно распылять состав на расстоянии не менее 15 см.
Сварочный грунт — отличное средство, которое защищает металлы от коррозии, и дополнительно укрепляет место сварного шва. Но это только в том случае, если средство качественное и нанесено правильно, а меры предосторожности с его использованием соблюдены.
Читайте также: