Оборудование для производства ламелей для кроватей
Оборудование предназначено для производства постельных ламели, склеенных из листов шпона. Основной входной материал - сухой форматированный шпон (бук или береза) и клей (мочевиноформальдегидный клей). Конечный продукт – обработанные ламели, готовые к монтажу.
Оборудование обеспечивает следующие технологические процессы:
• нанесение клея на шпон
• склеивание шпона по пласти в искривленные плиты
• разрез плит на ламели
• обработка продольных кромoк ламели
Спецификация оборудования
• Нанесение клея S4R
• Гидравлический пресс SL
• Форматный станок PFC 2x1-3
• Многопильный станок VKŽ-T
• Профильный фрезер PROFILES
Число отдельных станков определяется в зависимости от объема производства ламели. Обрабатываемые детали сложены на поддонах, между фазами обработки транспортируются на тележках или вилочным погрузчиком.
Техническое описание отдельных станков
НАНЕСЕНИЕ КЛЕЯ - модель S4R
Станок предназначен для двустороннего нанесения клея на шпон с помощью наносящих роликов. Количество нанесения регулируется дозирующими роликами.
Технические данные:
• Рабочая ширина: макс. 1300 мм
• Толщина детали: 0.5 ÷ 80 мм
• Скорость подачи: 18 м/мин
• Наносящие ролики: Æ 250 мм
• Дозирующие ролики: Æ 200 мм
• Рабочая высота: 830 мм

ГИДРАВЛИЧЕСКИЙ ПРЕСС – модель SL
предназначен для изготовления изогнутых плит для производства реек для кроватей. Поверхность плит гладкая, с слоем затвердевшего клея. Плиты затем обрезаются на предназначенных для этого станках, разрезаются на рейки, с обработкой краев.
Прессы, как правило, многоэтажного исполнения (6 ÷ 9 этажей), что обеспечивает более высокую производительность и оптимальную работу. Нагревательные плиты изготовлены из листовой стали с просверленными каналами для потока теплоносителя и изогнуты в соответствии с требуемой кривизной ламелей (R от 3.500 до 9.000 мм). Рабочие поверхности нагревательных плит покрыты отполированными пластинами из нержавеющей стали.
Специальное исполнение крепления отполированных пластин на нагревательные плиты обеспечивает производительность и соответствующее качество плит – ламели.

Технические данные:
• Размер нагревательных плит: 100 x 1120 мм, 850 x 1700 мм
• Число рабочих этажей: до 10
• Искривление нагревательных плит: 3.500 ÷ 9.000 мм
• Специфическое давление: 180 ÷ 220 N/cm2
• Рабочая температура: 100 ÷ 140 °C
• Нагревательное средство: горячая вода или термо-масло
ФОРМАТНЫЙ СТАНОК - модель PFC 2x1-3
Предназначен для обрезки плит на конечную длину реек. Дополнительный срединный агрегат обеспечивает одновременный разрез плиты и разрез плиты на две длины ламели.

Технические данные:
• Длина плит на входе: 600 ÷ 2.100 мм
• Ширина плит на входе: 100 ÷ 1.200 мм
• Толщина: 8 ÷ 25 мм
• Скорость подачи: 13,5 м/мин
МНОГОПИЛЬНЫЙ СТАНОК - модель VKŽ T-1050 B-950
Предназначен для продольного распила плит на ламели. Подача плит механизирована с помощью транспортеров и толкающих роликов.

Технические данные:
• Длина плит на входе: мин. 525 мм
• Ширина плит на входе: макс. 1.000 мм
• Толщина: 6 ÷12 мм (25 мм)
• Ширина ламели: 26 ÷ 950 мм
• Скорость подачи: 13,6 м/мин
ПРОФИЛЬНЫЙ ФРЕЗЕР - модель PROFILES 125-12,5
Предназначен для фрезерования продольных кромoк ламели. Подача ламели механизирована при помощи магазина и транспортной цепи с захватами.

Технические данные:
• Ширина ламелей: 25 ÷125 мм
• Толщина: 6 ÷15 мм
• Диаметр инструмента -фрезер: 130 мм
• Скорость подачи: 21 м/мин
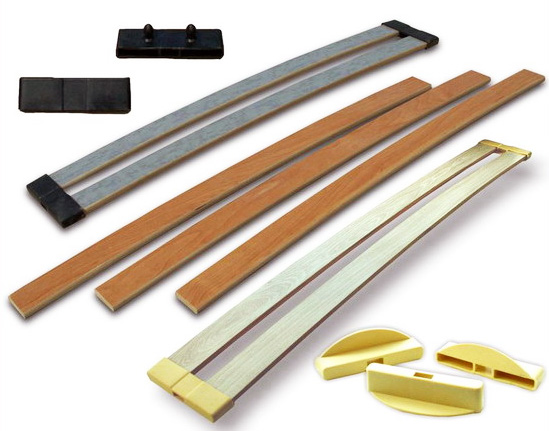
Латофлекс: Оборудование для производства гнутоклееных реек кроватей
Латофлекс — рейка , используемая в качестве основания для матраса мягкой мебели и кроватей. Как правило, изделие производится из березового шпона. В ряде случаев для его создания используется бук. Кроватное основание из латофлекса обеспечивает равномерную нагрузку на основание кровати и предотвращает прогибы, характерные для пружинных конструкций. легко монтируются в каркас мебели на одинаковом расстоянии.
Основным сырьем для латофлекса является шпон березовый или буковый толщиной от 1,1 мм до 1,7 мм и влажностью до 8%. Для склеивания деталей используется карбамидно-формальдегидный клей или смола с добавлением водного раствора хлористого аммония с помощью которого изготавливается фанера. Латофлекс изготавливаются из нескольких сортов шпона. Первый для внешних слоев, второй — для внутренних. Горячее прессование и применение специального клея придают особую прочность изделиям и гарантируют их долговечность. На нукладывается матрас или ортопедическое основание кровати. Тем самым латофлекс становятся наиболее востребованным материалом, который применяется в качестве заменителя стальных пружин или натяжной сетки при изготовлении мебели с каркасами для спального места
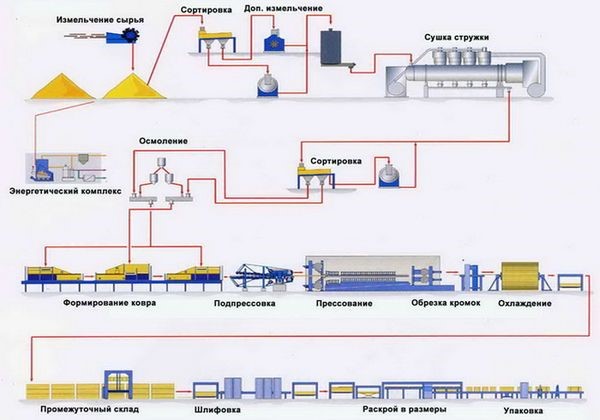
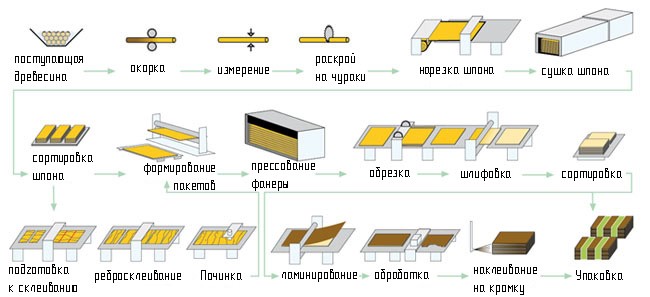
Производство латофлекса из шпона для кроватей выполняет следующие технологические операции:
- изготовление шпона необходимого формата
- нанесение клея на поверхности шпона
- горячее прессование и склеивание многослойных пакетов
- форматирование плит
- нарезка плит на латы (ламели) по заданной ширине
- фрезерование планок
- финишное шлифование кромок
Заготовленные бревна по транспортеру подаются на окорочный станок, где после окаривания транспортером поступают в лущильный станок. Полученный шпон с помощью конвейера транспортируется на гильотину. Гидравлическая гильотина предназначена для чистовой обрезки шпона в заданный размер. С помощью подъемного стола форматированные листы поступают на сушилку для шпона. Отбракованный шпон подается на шпонопочиночный станок для удаления дефектных мест в листах и заделки отверстий вставками из доброкачественного шпона. Заготовленный шпон подается вручную в клеенаносящий станок. В зависимости от толщины планки формируется сэндвич-пакет. Количество пакетов соответствует количеству пролетов горячего пресса. После заполнения всех этажей гидравлического пресса происходит процесс прессования и склеивания, в соответствии с заданным режимом. Происходит полимеризация клея и гнутоклееная фанера выгружается на поддоны для охлаждения. На форматно-обрезном станке плиты обрезаются по заданным размерам. Далее на многопильном станке нарезаются латы заданной ширины. Края планок фрезеруются и шлифуются. На выходе получаются

Оборудование состоит из:
1. Линия раскряжевки бревен CL-3 (опция) - 1 шт.
2. Транспортёр для чурака LC-1 (опция) - 1 шт.
3. Транспортёр на окорочный станок LC-2 - 1 шт.
4. Окорочный станок LB-16 - 1 шт.
5. Транспортёр на лущильный станок LC-4 - 1 шт.
6. Комбинированный станок MX-5: бесшпиндельный лущильный станок + роторная гильотина - 1 шт.
7. Вакуумный укладчик шпона VS-5 - 1 шт.
8.1. Туннельная сушилка для шпона VD-2 - 1 шт.
8.2. Оборудование для сушки шпона MHG3328/15 - 3 шт.
9. Гидравлический подъемный стол TH-16 - 2 шт.
10. Двухсторонний клеенаносящий станок GM-18 - 1 шт.
11. Пресс для изготовления гнутоклееной фанеры MT-12 - 1 шт.
12. Пресс для изготовления гнутоклееной фанеры MT-14 - 1 шт.
13. Гидравлический подъёмный стол TH-16 - 4 шт.
14. Автоматическая линия форматирования RZ-5 - 1 шт.
15. Многопильный станок PL-13 - 1 шт.
16. Двухсторонний профильно-фрезерный станок SP-10 (MB215) - 1 шт.
17. Шлифовальный станок GB-160-2R (опция) - 1 шт.
1. Линия раскряжевки бревен CL-3 (опция)

Состав: 1. Накопитель-транспортер бревен (длина: 6 м), 2. Разобщитель бревен, 3. Бревнотаска (длина: 7,5 м), 4. Торцовочный станок дисковый (маятниковая), 5. Бревнотаска с толкателями (длина: 10 м), 6. Накопитель с разгрузкой бревен по 1 штуке.
Оборудование для производства детских кроваток

Станок для снятия фаски и шлифования заготовок GB-160-2R - 1 шт.
Станок для фрезерования круглого шипа MX3110A - 1 шт.
ИЗГОТОВЛЕНИЕ СПИНОК И БОКОВИН
Двухсторонний рейсмус MB204F - 1 шт.
Станок копировально-фрезерный 4-х шпиндельный JGS 4TA - 1 шт.
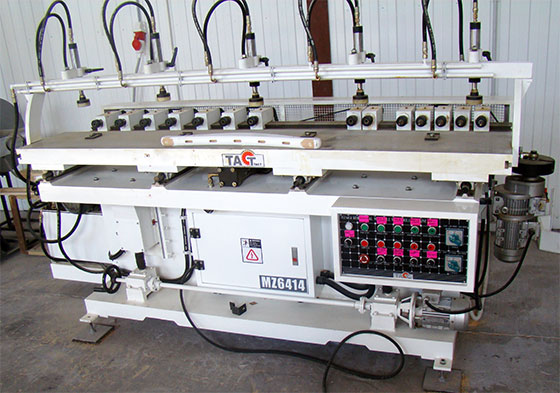
Станок сверлильно-пазовальный MZ6414 - 1 шт.
Станок шлифовальный PSCM300 - 1 шт.
СБОРКА И ПОКРАСКА ЭЛЕМЕНТОВ КРОВАТИ
Электростатическая автоматическая покрасочная камера PE-1 - 1 шт.

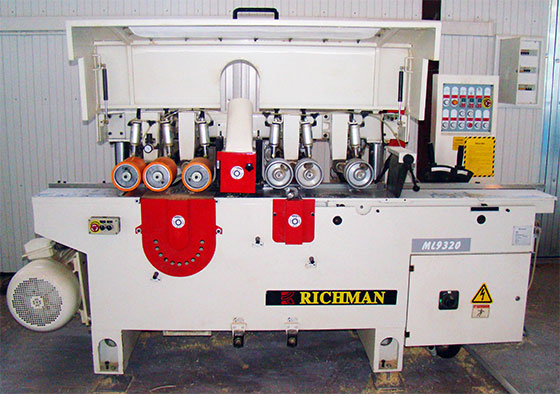
Многопильный станок ML9320
Станок для снятия фаски и шлифования заготовок GB-160-2R
Станок для фрезерования круглого шипа MX3110A

Двухсторонний рейсмус MB204F

Станок копировально-фрезерный 4-х шпиндельный JGS 4TA

Станок сверлильно-пазовальный MZ6414

Электростатическая автоматическая покрасочная камера



![YS 1100 [YS 800]](https://www.v-hold.ru/upload/iblock/849/8492e0b158b125d71c14e706a5d900c8.jpeg)





Полезные статьи
Это оборудование перемещает детали в пределах производственного помещения, автоматизируя производство и уменьшая долю ручного труда. Устройство, также известное как рольганг, состоит из жесткой стальной рамы, на которой последовательно размещены ролики.

Производство поддонов и палет, учитывая активное развитие логистических центров и увеличение объема грузоперевозок – одно из наиболее популярных и прибыльных направлений в бизнесе. Для изготовления поддона используются доски, а с недавнего времени .

МДФ является материалом, о котором говорят постоянно практически все представители мебельной индустрии.

Считается, что прародителем ДСП был Эрнст Хаббард, предложивший идею создания нового, ранее неизвестного науке материала из опилок и казеинового клея.
Сырье с помощью подъемно-транспортных машин помещается на окорочные станки, где после удаления коры древесина попадает по конвейеру на стружечный станок.

Для предотвращения остывания воды и сырья бассейны закрываются крышками. Сырье после прогревания подается на раскаточный стол, затем поштучно с помощью цепного транспортера в главный производственный корпус.
и наши специалисты свяжутся с вами, проконсультируют по всем вопросам и помогут подобрать оборудование.
Линия производства эластичных клееных планок из шпона для кроватей (Латофлекс)

Комплектная технологическая линия производства эластичных клееных планок из шпона для кроватей (Латофлекс). Комнания JAVOR (Словения) - признанный лидер производства комплектной линии по производству латофлекса
ЗАПЧАСТИ
- срочная поставка
из Европы 3-5 дней
ДОСТАВКА
Оборудование предназначено для производства эластичных планок для кроватей различных размеров по длине и ширине.
Комплексная линия состоит из:
- многоярусного пресса
- 2-х стороннего форматно-обрезного станка
- многопильного станка
- 2-х стороннего кромкофрезерного станка
- кромко-шлифовального станка
Основным сырьем являются:
Шпон: березовый, буковый толщиной от 1,1 мм до 1,7 мм, влажность до 8%.
Клей: карбомидно-формальдегидный, класс эмиссии Е1.
Конечные изделия: эластичные планки соответствующего радиуса с обработанными ребрами и поверхностью.
Предлагаемое оборудование обеспечивает следующие технологические операции:
- нанесение клея на шпон
- горячее склеивание сэндвич-пакетов (многослойных пакетов)
- форматизация плит по длине
- разрез плит на планки по заданной ширине
- профильное фрезерование планок
Процесс производства
Заготовленный форматизированный шпон с поддона подается вручную в клеевую машину (рис. 01). В зависимости от толщины планки формируется сэндвич-пакет. Количество пакетов соответствует количеству этажей пресса. После этого сэндвич-пакеты вручную подаются в пресс (рис. 02).
После заполнения всех этажей пресса включается цикл прессования и склеивания, в соответствии с заданным режимом (микропроцессор). По окончании склеивания пресс автоматически открывается, и склеенные плиты выгружаются вручную.
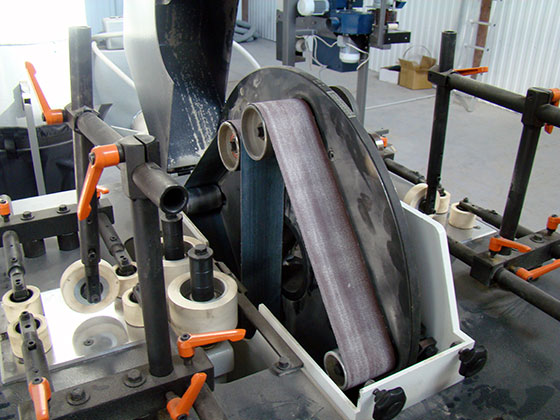
Плиты складываются на поддоны для охлаждения в буферном пространстве. Охлажденные плиты на поддоне подаются к форматному станку (рис. 03) на тележке вручную. Обработанные по длине плиты сразу подаются к многопильному станку (рис. 04), где разрезаются на планки заданной ширины. От многопильного станка планки подаются в машину профильного фрезерования (рис. 05).
Отсортированные планки подаются в отделение для укладки в контейнеры.
Расчет производительности:
При расчете производительности принимались во внимание следующие исходные данные:
- Шпон березовый, буковый толщиной от 1,15; 1,5; 1,7 мм, формат 1000 х 990 мм, влажность до 8%.
- Время рабочего цикла пресса Тс 6 мин
- Фонд рабочего времени пресса 24 часа
- Фонд рабочего времени обрабатывающего оборудования 16 часов
- Количество рабочих дней/год 253 дня
Высокая производительность форматной и многопильной машин позволяет сократить число рабочего персонала за счет многостаночного обслуживания.
Станки для производства ламели из Тайваня
Отгрузим станок при оплате 10% стоимости! Подробности акции уточняйте у менеджера.

Макс. высота пропила: 250 мм
Ширина приемного окна: 150 - 400 мм
Мощность: 18 - 22 кВт
Вес: 2700 - 3600 кг


Макс. ширина заготовки: 250 мм
Мощность: 15 кВт
• Высокое качество распиловки
• Простота и легкость настройки и обслуживания
• Подача очищающей жидкости на пильную ленту

Мощность: 30 кВт


КАМИ – это надежный поставщик для вашего производства. В номенклатуре нашего каталога вы можете купить станки для производства ламели из Тайваня.
Факторы ценообразования
Цена на станки для производства ламели из Тайваня варьируется и может зависеть от ряда факторов, начиная от конструктивных особенностей и заканчивая курсами доллара и евро, именно поэтому, чтобы узнать точную стоимость, воспользуйтесь кнопкой «Получить предложение» на странице товара. Специалисты свяжутся с вами в кратчайшие сроки и зададут необходимые вопросы для формирования финального предложения с учетом возможных скидок.
Преимущества
Делая заказ в компании КАМИ, вы выбираете:
- Надежную компанию, которая работает уже 30 лет и оснастила 212 тысяч производств;
- Широкую географию деятельности от Санкт-Петербурга до Казани и Екатеринбурга, 17 представительств по России, не считая центрального офиса в Москве и двух складов в Московской области.
Не откладывайте заказ оборудования для вашего производства в дальний ящик, а делайте его прямо сейчас по бесплатному телефону для звонков по России: 8 (800)1000-111.


Сайт носит исключительно информационный характер, вся представленная на сайте информация, в частности, касающаяся товаров, работ и услуг, носит исключительно информационный характер, не является исчерпывающей, не является заверением об обстоятельствах и не является публичной офертой, определяемой положениями статей 435, 437 Гражданского кодекса Российской Федерации. Указанные на Сайте цены носят исключительно информационный характер, могут отличаться от действительных цен в компании или соответствующих представительствах на момент ознакомления посетителем с ними на Сайте.
Читайте также: